來源:中科煜宸 作者:中科煜宸 時(shí)間:2023-10-27 11:06:49 已閱:0次

在加工精度方面,,水導(dǎo)激光技術(shù)優(yōu)勢(shì)顯著,,小編在往期文章已進(jìn)行過介紹。
直達(dá)文章鏈接:
在加工效率方面,水導(dǎo)激光技術(shù)同樣擁有不俗的表現(xiàn),。本期小編整理了一組數(shù)據(jù),,帶您看水導(dǎo)激光加工的效率優(yōu)勢(shì):
金屬加工領(lǐng)域
輪廓切割:滿足高精度、高表面質(zhì)量要求,,同時(shí)更加高效,,可顯著降低加工時(shí)間。
01
材料:鈹銅合金 C17500
切割對(duì)象:5.25mm板材+Φ3直孔
最佳切割效率:80mm2/min
02
材料:4Cr13
切割對(duì)象:5.4mm板材+Φ3直孔
最佳切割效率:90mm2/min
03
材料:GH5188
切割對(duì)象:2mm板材+Φ3直孔
最佳切割效率:110mm2/min
04
材料:TC4
切割對(duì)象:3mm板材+Φ3直孔
最佳切割效率:170mm2/min
05
材料:3A21
切割對(duì)象:4mm板材+Φ3直孔
最佳切割效率:250mm2/min
微孔加工:傳統(tǒng)的微孔加工主要采用鉆孔和電火花加工,,受制于金屬材料的硬度和深度,,加工效率低。采用水導(dǎo)激光加工微孔,,不僅可以獲得良好的孔徑尺寸,,還可以實(shí)現(xiàn)高效率加工,。
以2mm板材,,Φ0.5mm微孔為例,不同金屬材料的加工時(shí)間見下表:

材質(zhì) | 7075 | C17500 | 4Cr13 | TC4 | GH5188 |
加工 時(shí)間 | 2s | 4s | 4s | 3s | 4s |
復(fù)合材料加工領(lǐng)域
復(fù)合材料因其特性在航空航天領(lǐng)域中有著廣泛的應(yīng)用,。水導(dǎo)激光在復(fù)合材料加工方面展現(xiàn)出獨(dú)有的技術(shù)優(yōu)勢(shì),。
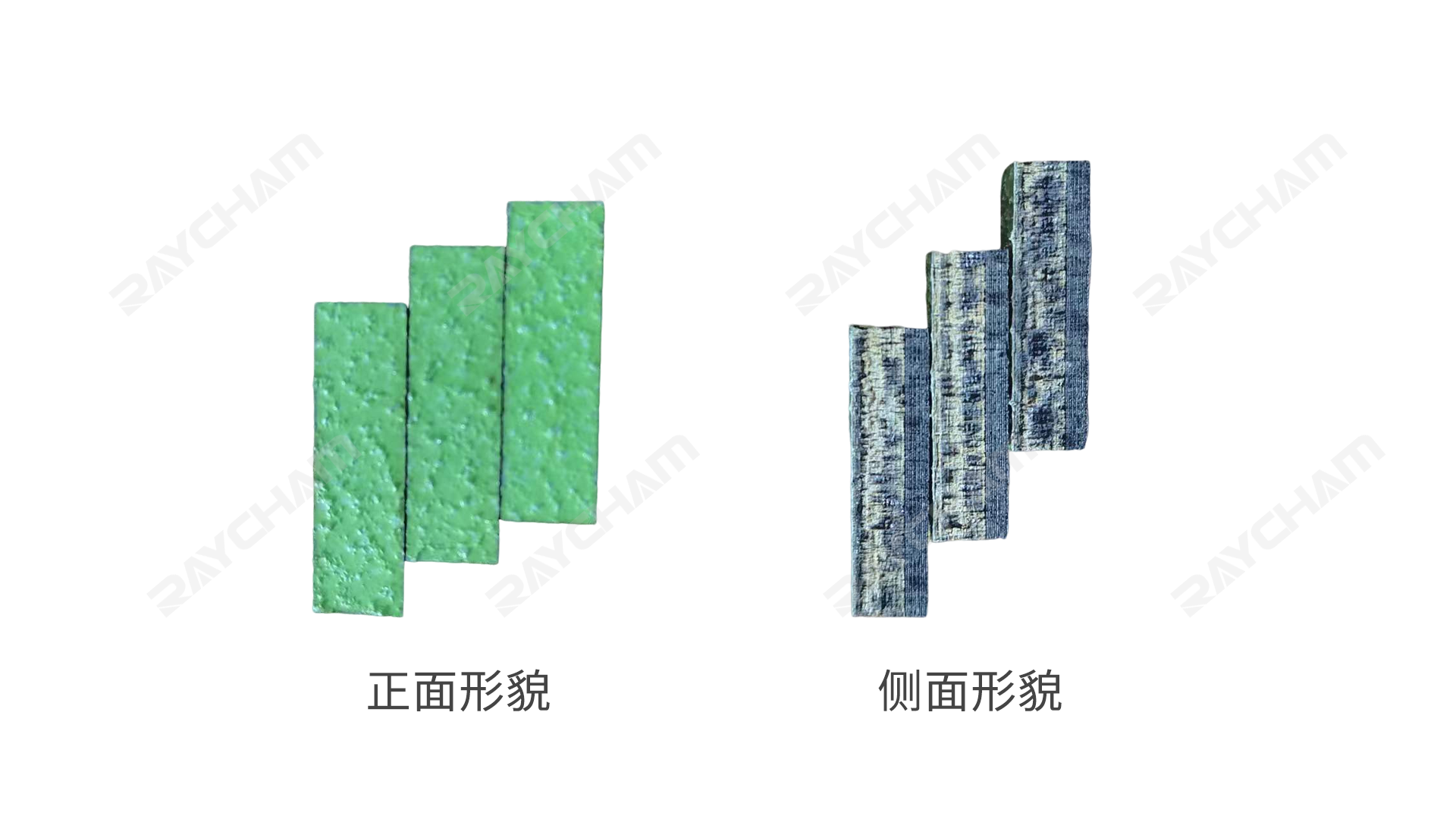
芳綸復(fù)材切割加工:
材料尺寸:20x6mm,厚度5.5mm
優(yōu)化切割參數(shù),,單個(gè)四方的加工時(shí)間降低至7min,。
按此計(jì)算,切割效率為40mm2/min,。
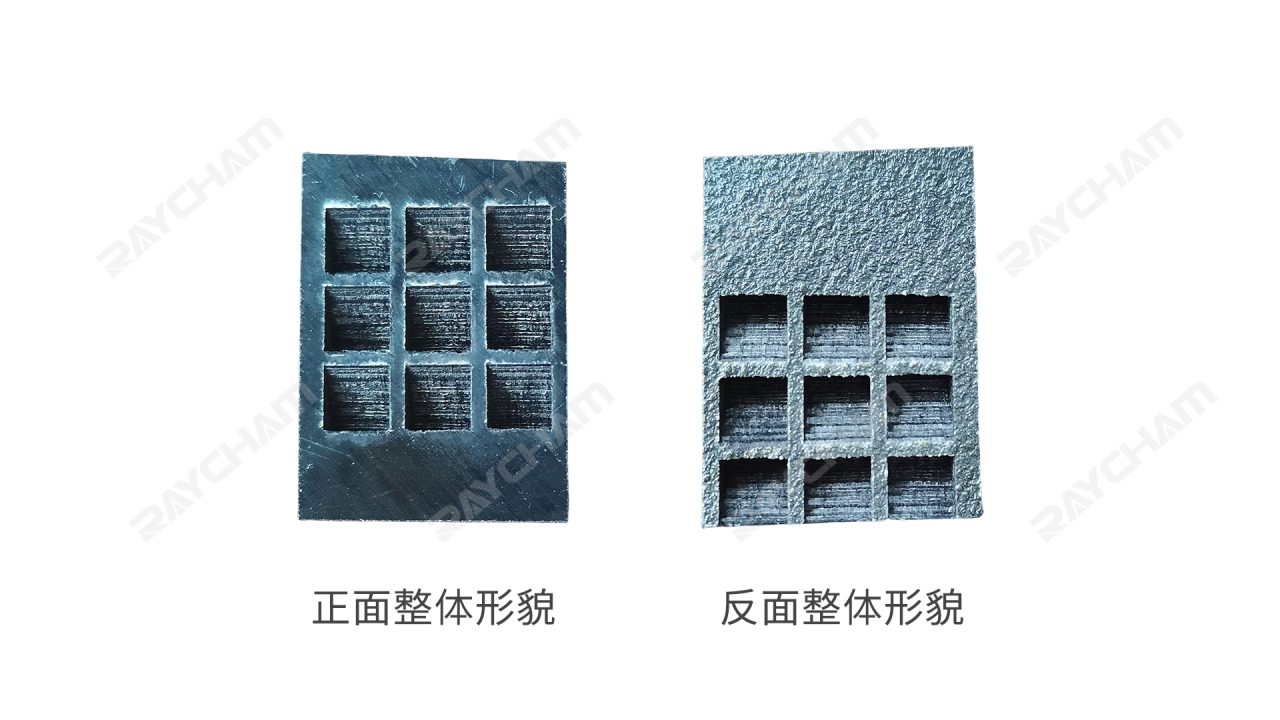
碳纖維復(fù)材打孔加工:
打孔尺寸:6x6mm,,斜30°,厚度5.5mm
優(yōu)化切割參數(shù),,單個(gè)格柵孔的加工時(shí)間降低至5min,。
按此計(jì)算,切割效率為52mm2/min,。
金剛石加工領(lǐng)域
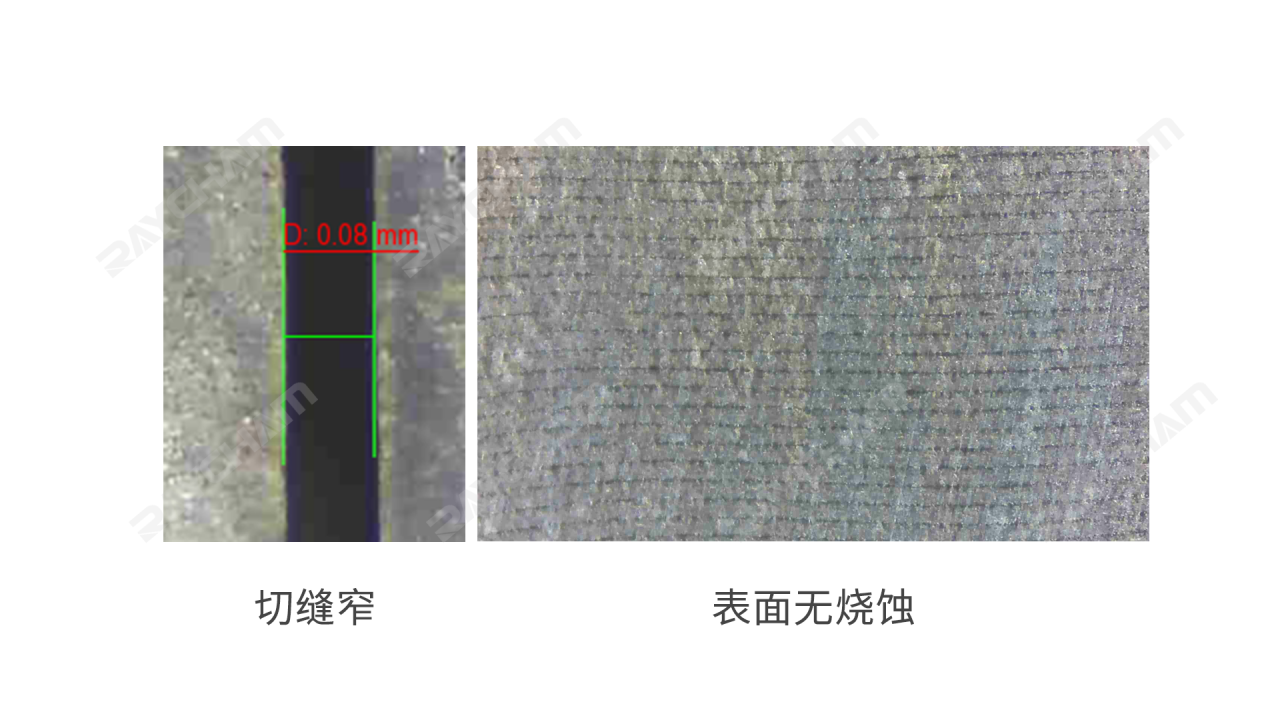
單晶金剛石是自然界已知的最硬的材料,,對(duì)金剛石的高效高質(zhì)量加工一致是困擾寶石行業(yè)的技術(shù)難題。利用水導(dǎo)激光技術(shù)對(duì)其進(jìn)行切割,,切縫窄,、表面無燒蝕且加工效率非常高,。
單晶金剛石切割加工:
材料尺寸:8x8mm
加工效率:沿深度方向進(jìn)行劃片,在8分鐘左右即可完成,。
由此可見,,水導(dǎo)激光技術(shù)兼顧高精度與高效率,在金屬,、復(fù)材,、金剛石等高精密零部件加工領(lǐng)域擁有巨大的市場(chǎng)應(yīng)用空間,助力生產(chǎn)效率再提升,。