來源:中科煜宸 作者:中科煜宸 時間:2023-08-09 11:45:14 已閱:0次
相較于傳統(tǒng)切割和超快激光等技術(shù),,水導(dǎo)激光技術(shù)具有μm級熱影響區(qū),、微小的錐度、切割面平整,、精度高,、深徑比高等優(yōu)勢,在金屬弱剛性零部件,、高精密零部件以及大深徑比微孔加工等領(lǐng)域擁有巨大的市場應(yīng)用空間,,助力高端精密零部件的生產(chǎn)制造。
弱剛性材料邊緣切割加工
該零件為電鍍成型金屬材料,,橫截面呈V字形,,壁厚1mm左右。

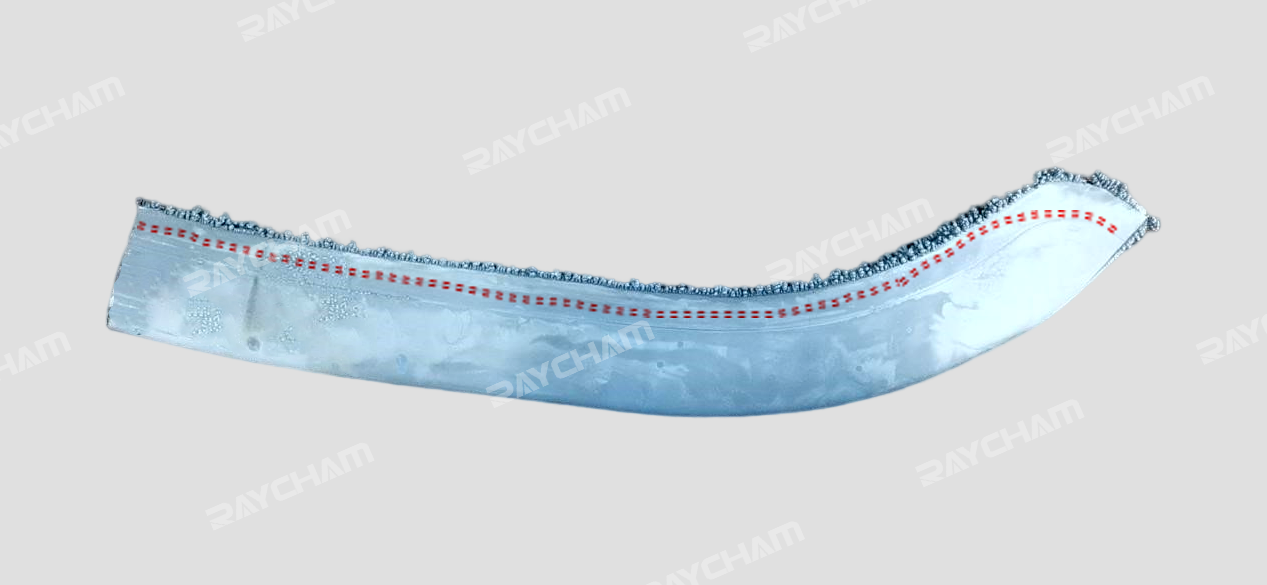
*紅色虛線以外的邊緣需要進(jìn)行精密切割
利用水導(dǎo)激光加工技術(shù)對其進(jìn)行邊緣切割并進(jìn)行結(jié)果觀察:
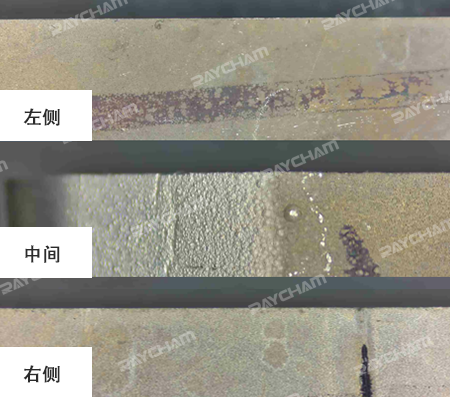
*切割邊緣形貌
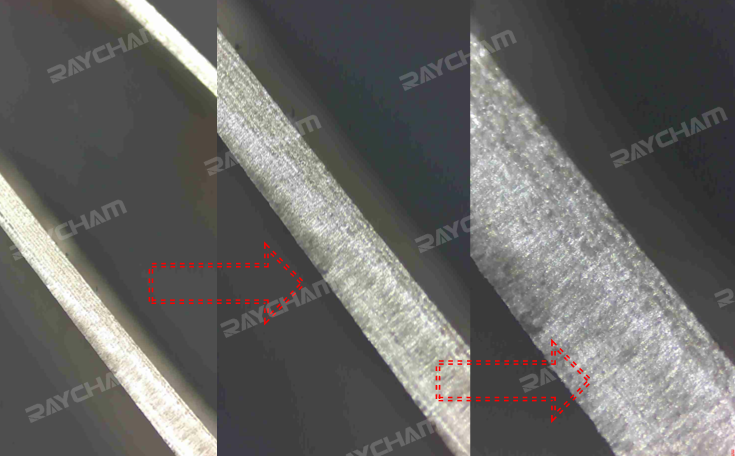
*切割截面放大
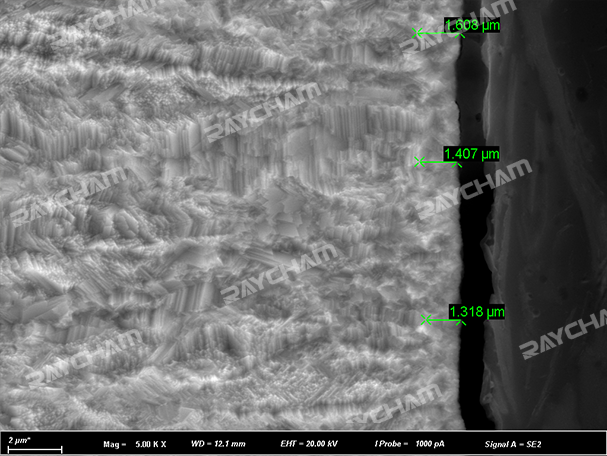
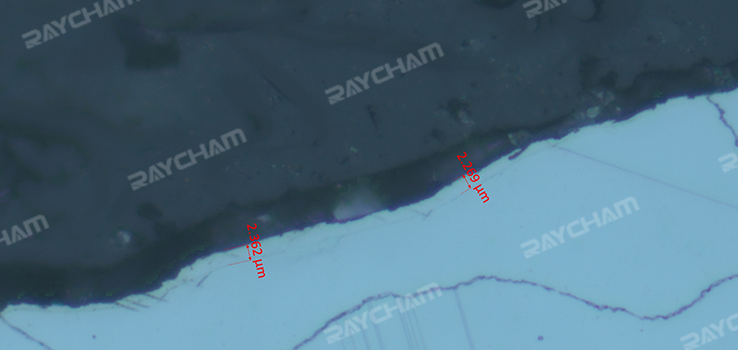
*切割面重熔層厚度測量
被加工零件邊緣整齊,,切割表面光滑無振紋,,重熔層厚度在2?以下。實踐證明,,水導(dǎo)激光非常適合弱剛性零件的精密切割加工,。
高精密零部件輪廓切割加工
該零件為鈹銅合金材質(zhì),材料厚度6.35mm,,需要精確加工兩個對稱的圓弧,,圓弧最小處的厚度要求在0.03mm以內(nèi)。
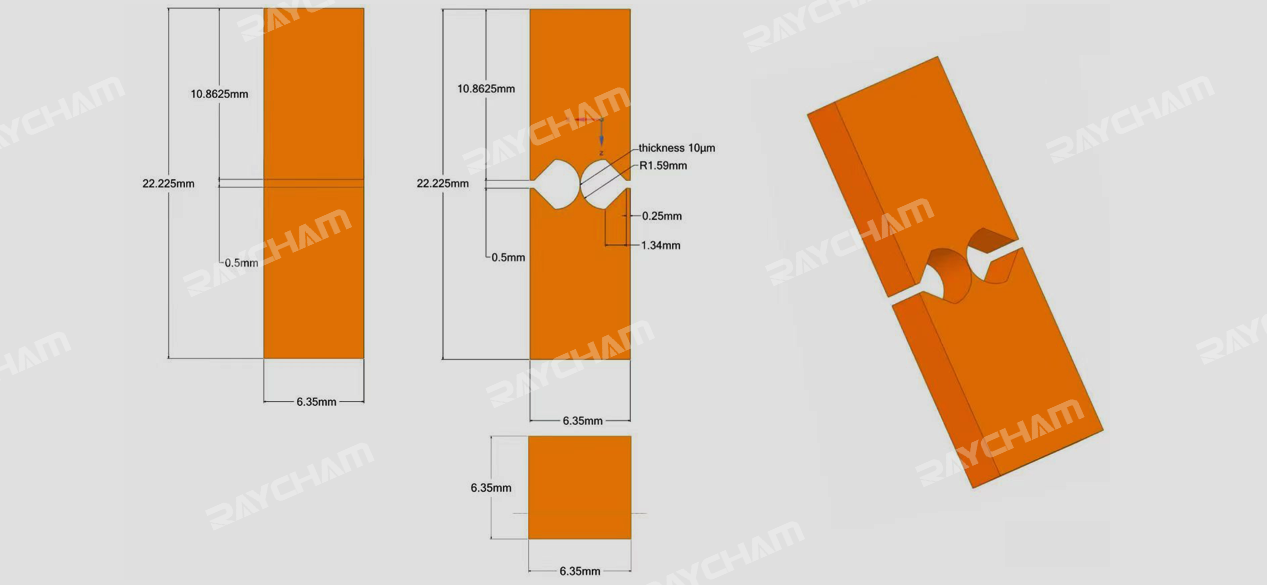
*零件三維模型

*孔壁形貌
水導(dǎo)激光可以精確的控制激光在水束中的能量分布,,在有效的長度范圍內(nèi)保證水束的高穩(wěn)定性,。同時,對加工區(qū)域進(jìn)行充分冷卻,。配合高精度的數(shù)控機(jī)床,,水導(dǎo)激光可以實現(xiàn)?級別的高精度尺寸控制。

*正面圓弧連接處最小值0.03mm

*反面圓弧連接處最小值0.03mm
被加工零件對稱圓弧邊緣整齊,,連接完整,,未產(chǎn)生側(cè)壁穿透破壁現(xiàn)象。實踐證明,,水導(dǎo)激光具有精確的尺寸控制能力,,可以完全滿足高精度產(chǎn)品的尺寸加工要求。
金屬材料微孔加工
眾所周知,,在金屬加工領(lǐng)域Φ1以下微孔精密加工一直是傳統(tǒng)制造業(yè)中普遍存在的技術(shù)難點,,尤其是深徑比超過10的高精度微孔。采用水導(dǎo)激光打孔加工并進(jìn)行觀察:

*3mm不銹鋼板Φ0.3微孔加工形貌


*2mm單晶高溫合金Φ0.4微孔60°傾斜角度下加工形貌
*孔壁重熔層厚度測量
微孔邊緣整齊,,孔口形貌規(guī)則,,孔壁錐度可以控制在0.2°以下且孔壁重熔層厚度可以控制在3?以下。實踐證明,,水導(dǎo)激光在金屬微孔加工領(lǐng)域具有絕對的技術(shù)優(yōu)勢,。
基于其獨(dú)特優(yōu)勢,水導(dǎo)激光技術(shù)可應(yīng)用于新能源,、智能電網(wǎng),、航空航天和電子制造等前沿領(lǐng)域中的半導(dǎo)體材料,、陶瓷、金剛石,、熱障涂層,、硬質(zhì)合金和復(fù)合材料的高精度切割和鉆孔加工,并具有巨大的規(guī)?;瘧?yīng)用前景,。